
手持焊缝探伤仪-好的钢管焊缝探伤仪在苏州市哪儿可以买到
手持焊缝探伤仪-好的钢管焊缝探伤仪在苏州市哪儿可以买到
苏州福尔特电子科技有限公司成立于2008-07-11,是一家以有限责任公司。追求品质可靠,尽显企业精华。采用成熟的管理模式,坚持“以人为本,以诚经营,以质保障”的经营理念,主要负责钢管焊缝探伤仪及其它周边产品的经营销售,满足需求企业的多样化需求。

手持焊缝探伤仪-好的钢管焊缝探伤仪在苏州市哪儿可以买到。
焊缝探伤仪检测原理
超声波探伤的主要特性
1、超声波在介质中传播时,在不同质界面上具有反射的特性,如遇到缺陷,缺陷的尺寸等于或大于超声波波长时,则超声波在缺陷上反射回来,探伤仪可将反射波显示出来;如缺陷的尺寸甚至小于波长时,声波将绕过射线而不能反射。
2、波声的方向性好,频率越高,方向性越好,以很窄的波束向介质中辐射,易于确定缺陷的位置。
3、超声波的传播能量大,如频率为1MHZ(1兆赫兹)的超生波所传播的能量,相当于振幅相同而频率为1000HZ(赫兹)的声波的100万倍.
超声波探伤仪应用广泛
超声波探伤仪的应用有很广泛,比如用超声的反射来测量距离,利用大功率超声的振动来清除附着在锅炉上面的水垢,利用高能超声做成"超声刀"来消灭、击碎人体内的癌变、结石等,超声波探伤仪而利用超声的反射等效应和穿透力强、能够直线传播等的特性来进行检测也是其中一个很大的应用领域。超声波探伤仪的检测应用主要包括在工业上对各种材料的检测和在医疗上对人体的检测诊断,通过它人们可以探测出金属等工业材料中有没有气泡、伤痕、裂缝等缺陷,可以检测出人们身体的软组织、血流等是否正常。
人们是怎么样利用超声来进行检测的呢?
超声波探伤仪检测现在通常是对被测物体(比如工业材料、人体)发射超声,然后利用其反射、多普勒效应、透射等来获取被测物体内部的信息并经过处理形成图像。超声波探伤仪其中多普勒效应法是利用超声在遇到运动的物体时发生的多普勒频移效应来得出该物体的运动方向和速度等特性;透射法则是通过分析超声穿透过被测物体之后的变化而得出物体的内部特性的,其应用目前还处于研制阶段;


焊缝探伤仪的作用:
焊缝探伤仪是超声波探伤的主体设备,它的作用是产生电振荡并加于换能器(探头)上,激励探头发射超声波,同时将探头送回的电信号进行放大,通过方式显示出来,从而得到被探工件内部有无缺陷及缺陷位置和大小等信息。
焊缝探伤仪的原理:
运用超声检测的方法来检测的仪器称之为焊缝探伤仪。它的原理是:超声波在被检测材料中传播时,材料的声学特性和内部组织的变化对超声波的传播产生的影响,通过对超声波受影响程度和状况的探测了解材料性能和结构变化的技术称为超声检测。超声检测方法通常有穿透法、脉冲反射法、串列法等。
什么是金属探伤?
用超声波、放射等方法检测金属内部的缺陷,或者检测焊接部位的缺陷的方法称为金属探伤。如金属内部可能出现气泡,出现马氏体或奥氏体等。
答:1、底面平行于探伤面; 2、底面平整并有的光洁度。
超声波探伤选择探头K值有哪三条原则?
答:1、声束扫查到整个焊缝截面; 2、声束尽量垂直于主要缺陷; 3、有足够的灵敏度。
焊缝探伤仪主要由哪几部分组成?
答:主要由电路同步电路、发电路、接受电路、水平扫描电路、显示器和电源等部分组成。
发射电路的主要作用是什么?
答:由同步电路输入的同步脉冲信号,触发发射电路工作,产生高频电脉冲信号激励晶片,产生高频振动,并在介质内产生超声波。
超声波探伤中,晶片表面和被探工件表面之间使用耦合剂的原因是什么?
答:晶片表面和被检工件表面之间的空气间隙,会使超声波完全反射,造成探伤结果不准确和无法探伤。
JB1150—73标准中规定的判别缺陷的三种情况是什么?
答:1、无底波只有缺陷的多次反射波。2、无底波只有多个缭乱的缺陷波。3、缺陷波和底波同时存在。

手持焊缝探伤仪-好的钢管焊缝探伤仪在苏州市哪儿可以买到。
关于如何选择焊缝探伤仪的探头问题,要分不同类型的探伤仪而定,下面我就从几个大类别的探伤仪来介绍如何选择焊缝探伤仪探头:
焊缝探伤仪直探头
进行垂直探伤用的单晶片探头,主要用于纵波探伤。直探头由插座、外壳、保护膜、压电晶片、吸声材料等组成。
• 超声波的发射/接收均由压电晶片完成;
• 保护膜采用高硬度刚玉片,耐磨损;
• 铝合金外壳,表面喷砂/钝化处理;
• 吸声材料用来吸收晶片背面的噪声;
• 插座为电信号接口,通过探头线连接到仪器。
小晶片的探头(晶片直径≤12mm),探头线接口为Q6 插座;其他晶片的探头,探头线接口为Q9 插座。
直探头产生的超声波为垂直于探头表面的纵波声束。直探头的用途非常广泛,典型的用途包括锻件、铸件、棒材、板材、轴类等。
焊缝探伤仪软膜直探头
探头接触面为可更换的软膜,用于检测表面粗糙的工件,型号2.5P20(频率2.5MHz,晶片Φ20mm)。
焊缝探伤仪斜探头
进行斜射探伤用的探头,主要用于横波探伤。斜探头由斜块、压电晶片、吸声材料、外壳、插座等组成。
福尔特电子技术力量雄厚,生产设施齐全、检测手段,多年来一直致力于钢管焊缝探伤仪的研发生产。公司始终以满足客户需求为主要目的,服务于全国各地区。钢管焊缝探伤仪主要用于各种管棒材、金属零部件、汽车零部件的自动探伤系统研发生产,能够满足各类用户的需求,公司的诚信、实力和产品质量都获得业界的认可。

焊缝探伤仪的基本原理是什么?
答: 焊缝探伤仪的种类繁多,但在实际的探伤过程,脉冲反射式焊缝探伤仪应用的为广泛。一般在均匀的材料中,缺陷的存在将造成材料的不连续,这种不连续往往又造成声阻抗的不一致,由反射定理我们知道,超声波在两种不同声阻抗的介质的交界面上将会发生反射,反射回来的能量的大小与交界面两边介质声阻抗的差异和交界面的取向、大小有关。脉冲反射式焊缝探伤仪就是根据这个原理设计的。
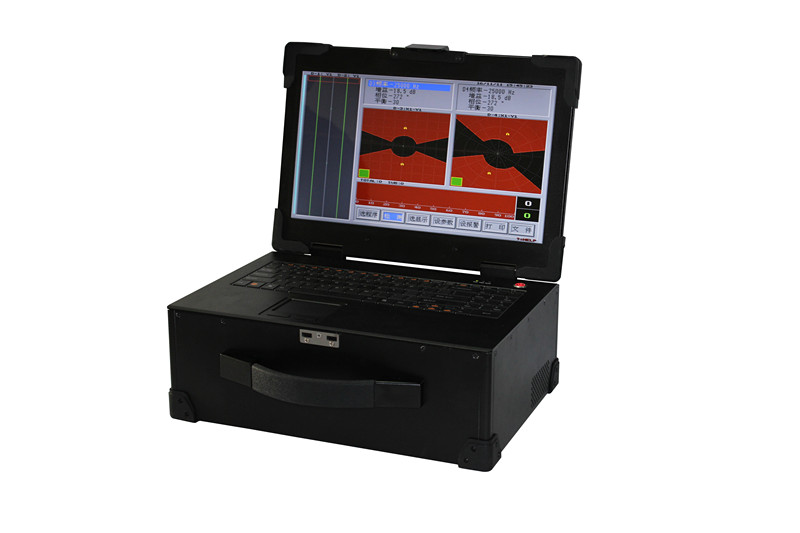
目前便携式的脉冲反射式焊缝探伤仪大部分是A扫描方式的,所谓A扫描显示方式即显示器的横坐标是超声波在被检测材料中的传播时间或者传播距离,纵坐标是超声波反射波的幅值。譬如,在一个钢工件中存在一个缺陷,由于这个缺陷的存在,造成了缺陷和钢材料之间形成了一个不同介质之间的交界面,交界面之间的声阻抗不同,当发射的超声波遇到这个界面之后,就会发生反射(见图1 ),反射回来的能量又被探头接受到,在显示屏幕中横坐标的的位置就会显示出来一个反射波的波形,横坐标的这个位置就是缺陷在被检测材料中的深度。这个反射波的高度和形状因不同的缺陷而不同,反映了缺陷的性质。
超声波探伤的主要特性有哪些?
答:(1)超声波在介质中传播时,在不同质界面上具有反射的特性,如遇到缺陷,缺陷的尺寸等于或大于超声波波长时,则超声波在缺陷上反射回来,探伤仪可将反射波显示出来;如缺陷的尺寸甚至小于波长时,声波将绕过射线而不能反射;
(2)波声的方向性好,频率越高,方向性越好,以很窄的波束向介质中辐射,易于确定缺陷的位置。
(3)超声波的传播能量大,如频率为1MHZ(100赫兹)的超生波所传播的能量,相当于振幅相同而频率为1000HZ(赫兹)的声波的100万倍。

焊缝探伤仪的优点
与传统探伤仪相比,有以下优点:
(1)检测速度快焊缝探伤仪一般都可自动检测、计算、记录,有些还能自动进行深度补偿和自动设置灵敏度,因此检测速度快、效率高。
(2)检测精度高焊缝探伤仪对模拟信号进行高速数据采集、量化、计算和判别,其检测精度可高于传统仪器检测结果。
(3)记录和档案检测焊缝探伤仪可以提供检测记录直至缺陷图像。
(4)可靠性高,稳定性好焊缝探伤仪可、客观地采集和存储数据,并对采集到的数据进行实时处理或后处理,对信号进行时域、频域或图像分析,还可通过模式识别对工件质量进行分级,减少了人为因素的影响,提高了检索的可靠性和稳定性。可以实现的功能主要有:
a. 自动校准:自动测试探头的“零点”、“K值”、“前沿”及材料的“声速”;
b. 自动显示缺陷回波位置如:深度d、水平p、距离s、波幅、当量dB、孔径ф值;
c. 自由切换标尺;
d. 自动录制探伤过程并可以进行动态回放;
e. 自动增益、回波包络、峰值记忆功能;
f. 探伤参数可自动测试或预置;
g. 数字抑制,不影响增益和线性;
h. 多个独立探伤通道,巴氏硬度计可自由输入并存储任意行业的探伤标准,现场探伤无需携带试块;
i. 可自由存储、回放波形及数据;
j. DAC曲线自动生成并可以分段制作,取样点不受限制,并可进行修正与补偿;
k. 自由输入各行业标准;
l. 与计算机通讯,实现计算机数据管理,并可导出Excel格式、A4纸张的探伤报告;
m. 实时时钟记录:实时探伤日期、时间的跟踪记录,并存储;
n. 增益补偿:对表面粗糙度、曲面、厚工件远距离探伤等因素造成的Db衰减可进行修正;
所述以上功能都是模拟超声探伤仪无法实现的。
优异的产品是客户的追求,坚持以产品为主导,以客户为核心,福尔特电子充分了解需求企业的产品需求和使用情况,抓住用户心理和用户习惯,并依此向客户提供配套的钢管焊缝探伤仪及好的服务。近些年通过的销售方式将产品售卖给需求企业,在产品与服务上尽心做到使用户满意,让客户放心,深受用户信任。
想更深入的了解手持焊缝探伤仪,钢管焊缝探伤仪,请电话来询,全天恭候您的来电